

ಶೀಟ್ ಮೆಟಲ್ ಬಾಗುವುದು ವಿವಿಧ ಘಟಕಗಳು ಮತ್ತು ಉತ್ಪನ್ನಗಳನ್ನು ರಚಿಸಲು ಬಳಸುವ ಸಾಮಾನ್ಯ ಉತ್ಪಾದನಾ ಪ್ರಕ್ರಿಯೆಯಾಗಿದೆ. ಈ ಪ್ರಕ್ರಿಯೆಯು ಲೋಹದ ಹಾಳೆಯನ್ನು ಬಲವನ್ನು ಅನ್ವಯಿಸುವ ಮೂಲಕ ವಿರೂಪಗೊಳಿಸುವುದನ್ನು ಒಳಗೊಂಡಿರುತ್ತದೆ, ಸಾಮಾನ್ಯವಾಗಿ ಪ್ರೆಸ್ ಬ್ರೇಕ್ ಅಥವಾ ಅಂತಹುದೇ ಯಂತ್ರವನ್ನು ಬಳಸಿ. ಶೀಟ್ ಮೆಟಲ್ ಬಾಗುವ ಪ್ರಕ್ರಿಯೆಯ ಅವಲೋಕನ ಇಲ್ಲಿದೆ:
1. ವಸ್ತು ಆಯ್ಕೆ: ಮೊದಲ ಹೆಜ್ಜೆಶೀಟ್ ಮೆಟಲ್ ಬಾಗುವುದುಸೂಕ್ತವಾದ ವಸ್ತುವನ್ನು ಆಯ್ಕೆ ಮಾಡುವುದು ಪ್ರಕ್ರಿಯೆ. ಶೀಟ್ ಮೆಟಲ್ ಬಾಗುವಿಕೆಗೆ ಬಳಸುವ ಸಾಮಾನ್ಯ ವಸ್ತುಗಳೆಂದರೆ ಉಕ್ಕು, ಅಲ್ಯೂಮಿನಿಯಂ ಮತ್ತು ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್. ಲೋಹದ ಹಾಳೆಯ ದಪ್ಪವು ಬಾಗುವ ಪ್ರಕ್ರಿಯೆಯನ್ನು ನಿರ್ಧರಿಸುವಲ್ಲಿ ಪ್ರಮುಖ ಅಂಶವಾಗಿದೆ. HY ಮೆಟಲ್ಸ್ನಲ್ಲಿ, ನಾವು ಗ್ರಾಹಕರು ನಿರ್ದಿಷ್ಟಪಡಿಸಿದ ವಸ್ತುಗಳನ್ನು ಬಳಸುತ್ತೇವೆ.
2. ಪರಿಕರ ಆಯ್ಕೆ:ಮುಂದಿನ ಹಂತವೆಂದರೆ ಬಾಗುವ ಕಾರ್ಯಾಚರಣೆಗೆ ಸೂಕ್ತವಾದ ಸಾಧನವನ್ನು ಆಯ್ಕೆ ಮಾಡುವುದು. ಉಪಕರಣದ ಆಯ್ಕೆಯು ಬಾಗುವಿಕೆಯ ವಸ್ತು, ದಪ್ಪ ಮತ್ತು ಸಂಕೀರ್ಣತೆಯನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ.
ಶೀಟ್ ಮೆಟಲ್ ಬಾಗುವ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ನಿಖರ ಮತ್ತು ಉತ್ತಮ-ಗುಣಮಟ್ಟದ ಬಾಗುವಿಕೆಗಳನ್ನು ಸಾಧಿಸಲು ಸರಿಯಾದ ಬಾಗುವ ಸಾಧನವನ್ನು ಆಯ್ಕೆ ಮಾಡುವುದು ಬಹಳ ಮುಖ್ಯ. ಬಾಗುವ ಸಾಧನವನ್ನು ಆಯ್ಕೆಮಾಡುವಾಗ ಕೆಲವು ಪ್ರಮುಖ ಪರಿಗಣನೆಗಳು ಇಲ್ಲಿವೆ:
2.1 ವಸ್ತುವಿನ ಪ್ರಕಾರ ಮತ್ತು ದಪ್ಪ:ಬಗ್ಗಿಸುವ ಉಪಕರಣಗಳ ಆಯ್ಕೆಯ ಮೇಲೆ ವಸ್ತುವಿನ ಪ್ರಕಾರ ಮತ್ತು ತಟ್ಟೆಯ ದಪ್ಪವು ಪರಿಣಾಮ ಬೀರುತ್ತದೆ. ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ನಂತಹ ಗಟ್ಟಿಯಾದ ವಸ್ತುಗಳಿಗೆ ಹೆಚ್ಚು ಗಟ್ಟಿಮುಟ್ಟಾದ ಉಪಕರಣಗಳು ಬೇಕಾಗಬಹುದು, ಆದರೆ ಅಲ್ಯೂಮಿನಿಯಂನಂತಹ ಮೃದುವಾದ ವಸ್ತುಗಳಿಗೆ ವಿಭಿನ್ನ ಉಪಕರಣಗಳ ಪರಿಗಣನೆಗಳು ಬೇಕಾಗಬಹುದು. ಬಾಗುವ ಶಕ್ತಿಗಳನ್ನು ತಡೆದುಕೊಳ್ಳಲು ದಪ್ಪವಾದ ವಸ್ತುಗಳಿಗೆ ಹೆಚ್ಚು ಗಟ್ಟಿಮುಟ್ಟಾದ ಉಪಕರಣಗಳು ಬೇಕಾಗಬಹುದು.
2.2 ಬಾಗುವ ಕೋನ ಮತ್ತು ತ್ರಿಜ್ಯ:ಅಗತ್ಯವಿರುವ ಬಾಗುವ ಕೋನ ಮತ್ತು ತ್ರಿಜ್ಯವು ಅಗತ್ಯವಿರುವ ಉಪಕರಣದ ಪ್ರಕಾರವನ್ನು ನಿರ್ಧರಿಸುತ್ತದೆ. ನಿರ್ದಿಷ್ಟ ಬಾಗುವ ಕೋನಗಳು ಮತ್ತು ತ್ರಿಜ್ಯಗಳನ್ನು ಸಾಧಿಸಲು ವಿಭಿನ್ನ ಡೈ ಮತ್ತು ಪಂಚ್ ಸಂಯೋಜನೆಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಬಿಗಿಯಾದ ಬಾಗುವಿಕೆಗಳಿಗೆ, ಕಿರಿದಾದ ಪಂಚ್ಗಳು ಮತ್ತು ಡೈಗಳು ಬೇಕಾಗಬಹುದು, ಆದರೆ ದೊಡ್ಡ ತ್ರಿಜ್ಯಗಳಿಗೆ ವಿಭಿನ್ನ ಉಪಕರಣ ಸೆಟ್ಟಿಂಗ್ಗಳು ಬೇಕಾಗುತ್ತವೆ.
2.3 ಪರಿಕರ ಹೊಂದಾಣಿಕೆ:ನೀವು ಆಯ್ಕೆ ಮಾಡುವ ಬಾಗಿಸುವ ಉಪಕರಣವು ಬಳಸುತ್ತಿರುವ ಪ್ರೆಸ್ ಬ್ರೇಕ್ ಅಥವಾ ಬಾಗಿಸುವ ಯಂತ್ರಕ್ಕೆ ಹೊಂದಿಕೆಯಾಗುತ್ತದೆಯೇ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಿ. ಸರಿಯಾದ ಕಾರ್ಯಾಚರಣೆ ಮತ್ತು ಸುರಕ್ಷತೆಯನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಉಪಕರಣಗಳು ನಿರ್ದಿಷ್ಟ ಯಂತ್ರಕ್ಕೆ ಸರಿಯಾದ ಗಾತ್ರ ಮತ್ತು ಪ್ರಕಾರವಾಗಿರಬೇಕು.
2.4 ಪರಿಕರ ಸಾಮಗ್ರಿಗಳು:ಬಾಗಿಸುವ ಉಪಕರಣಗಳ ಸಾಮಗ್ರಿಗಳನ್ನು ಪರಿಗಣಿಸಿ. ಗಟ್ಟಿಗೊಳಿಸಿದ ಮತ್ತು ನೆಲದ ಉಪಕರಣಗಳನ್ನು ಹೆಚ್ಚಾಗಿ ನಿಖರವಾದ ಬಾಗುವಿಕೆಗೆ ಮತ್ತು ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಒಳಗೊಂಡಿರುವ ಬಲಗಳನ್ನು ತಡೆದುಕೊಳ್ಳಲು ಬಳಸಲಾಗುತ್ತದೆ. ಉಪಕರಣ ಸಾಮಗ್ರಿಗಳು ಉಪಕರಣ ಉಕ್ಕು, ಕಾರ್ಬೈಡ್ ಅಥವಾ ಇತರ ಗಟ್ಟಿಯಾದ ಮಿಶ್ರಲೋಹಗಳನ್ನು ಒಳಗೊಂಡಿರಬಹುದು.
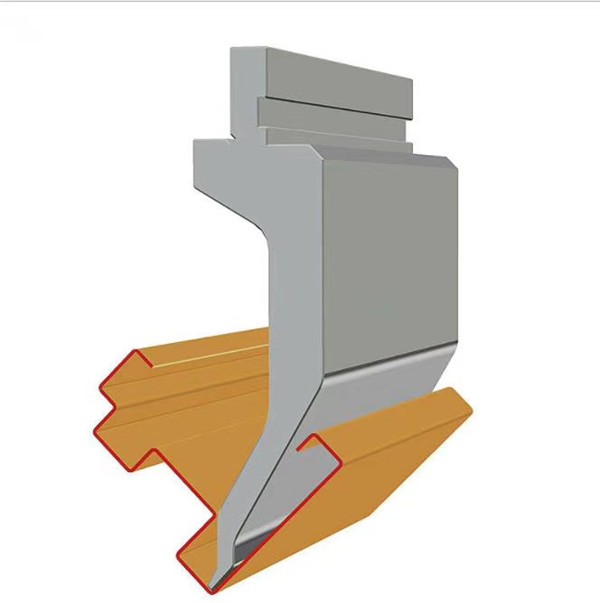
2.5 ವಿಶೇಷ ಅವಶ್ಯಕತೆಗಳು:ಬಾಗಿದ ಭಾಗವು ಫ್ಲೇಂಜ್ಗಳು, ಸುರುಳಿಗಳು ಅಥವಾ ಆಫ್ಸೆಟ್ಗಳಂತಹ ವಿಶೇಷ ಲಕ್ಷಣಗಳನ್ನು ಹೊಂದಿದ್ದರೆ, ಈ ವೈಶಿಷ್ಟ್ಯಗಳನ್ನು ನಿಖರವಾಗಿ ಸಾಧಿಸಲು ವಿಶೇಷ ಉಪಕರಣಗಳು ಬೇಕಾಗಬಹುದು.
2.6 ಅಚ್ಚು ನಿರ್ವಹಣೆ ಮತ್ತು ಜೀವಿತಾವಧಿ:ನಿರ್ವಹಣಾ ಅವಶ್ಯಕತೆಗಳು ಮತ್ತು ಜೀವಿತಾವಧಿಯನ್ನು ಪರಿಗಣಿಸಿಬಾಗುವ ಅಚ್ಚು. ಗುಣಮಟ್ಟದ ಉಪಕರಣಗಳು ಹೆಚ್ಚು ಕಾಲ ಬಾಳಿಕೆ ಬರುವ ಸಾಧ್ಯತೆ ಇರುತ್ತದೆ ಮತ್ತು ಕಡಿಮೆ ಬಾರಿ ಬದಲಾಯಿಸಲ್ಪಡುತ್ತವೆ, ಇದರಿಂದಾಗಿ ಅಲಭ್ಯತೆ ಮತ್ತು ವೆಚ್ಚ ಕಡಿಮೆಯಾಗುತ್ತದೆ.
2.7 ಕಸ್ಟಮ್ ಪರಿಕರಗಳು:ವಿಶಿಷ್ಟ ಅಥವಾ ಸಂಕೀರ್ಣ ಬಾಗುವ ಅವಶ್ಯಕತೆಗಳಿಗಾಗಿ, ಕಸ್ಟಮ್ ಉಪಕರಣಗಳು ಅಗತ್ಯವಿರಬಹುದು. ನಿರ್ದಿಷ್ಟ ಬಾಗುವ ಅಗತ್ಯಗಳನ್ನು ಪೂರೈಸಲು ಕಸ್ಟಮ್ ಉಪಕರಣಗಳನ್ನು ವಿನ್ಯಾಸಗೊಳಿಸಬಹುದು ಮತ್ತು ತಯಾರಿಸಬಹುದು.
ಬಾಗಿಸುವ ಉಪಕರಣವನ್ನು ಆಯ್ಕೆಮಾಡುವಾಗ, ಆಯ್ಕೆಮಾಡಿದ ಉಪಕರಣವು ನಿರ್ದಿಷ್ಟ ಬಾಗುವ ಅಪ್ಲಿಕೇಶನ್ ಮತ್ತು ಯಂತ್ರಕ್ಕೆ ಸೂಕ್ತವಾಗಿದೆ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಅನುಭವಿ ಉಪಕರಣ ಪೂರೈಕೆದಾರರು ಅಥವಾ ತಯಾರಕರೊಂದಿಗೆ ಸಮಾಲೋಚಿಸುವುದು ಮುಖ್ಯ. ಹೆಚ್ಚುವರಿಯಾಗಿ, ಉಪಕರಣದ ವೆಚ್ಚ, ಪ್ರಮುಖ ಸಮಯ ಮತ್ತು ಪೂರೈಕೆದಾರರ ಬೆಂಬಲದಂತಹ ಅಂಶಗಳನ್ನು ಪರಿಗಣಿಸುವುದು ತಿಳುವಳಿಕೆಯುಳ್ಳ ನಿರ್ಧಾರವನ್ನು ತೆಗೆದುಕೊಳ್ಳಲು ಸಹಾಯ ಮಾಡುತ್ತದೆ.
3. ಸೆಟಪ್: ವಸ್ತು ಮತ್ತು ಅಚ್ಚನ್ನು ಆಯ್ಕೆ ಮಾಡಿದ ನಂತರ, ಪ್ರೆಸ್ ಬ್ರೇಕ್ನ ಸೆಟಪ್ ನಿರ್ಣಾಯಕವಾಗಿದೆ. ಇದರಲ್ಲಿ ಬ್ಯಾಕ್ಗೇಜ್ ಅನ್ನು ಸರಿಹೊಂದಿಸುವುದು, ಶೀಟ್ ಮೆಟಲ್ ಅನ್ನು ಸ್ಥಳದಲ್ಲಿ ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವುದು ಮತ್ತು ಬೆಂಡ್ ಕೋನ ಮತ್ತು ಬೆಂಡ್ ಉದ್ದದಂತಹ ಸರಿಯಾದ ನಿಯತಾಂಕಗಳನ್ನು ಪ್ರೆಸ್ ಬ್ರೇಕ್ನಲ್ಲಿ ಹೊಂದಿಸುವುದು ಸೇರಿವೆ.
4. ಬಾಗುವ ಪ್ರಕ್ರಿಯೆ:ಸೆಟಪ್ ಪೂರ್ಣಗೊಂಡ ನಂತರ, ಬಾಗುವ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಪ್ರಾರಂಭಿಸಬಹುದು. ಪ್ರೆಸ್ ಬ್ರೇಕ್ ಲೋಹದ ಹಾಳೆಗೆ ಬಲವನ್ನು ಅನ್ವಯಿಸುತ್ತದೆ, ಇದರಿಂದಾಗಿ ಅದು ವಿರೂಪಗೊಂಡು ಅಪೇಕ್ಷಿತ ಕೋನಕ್ಕೆ ಬಾಗುತ್ತದೆ. ಸರಿಯಾದ ಬಾಗುವ ಕೋನವನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಮತ್ತು ಯಾವುದೇ ದೋಷಗಳು ಅಥವಾ ವಸ್ತು ಹಾನಿಯನ್ನು ತಡೆಗಟ್ಟಲು ನಿರ್ವಾಹಕರು ಪ್ರಕ್ರಿಯೆಯನ್ನು ಎಚ್ಚರಿಕೆಯಿಂದ ಮೇಲ್ವಿಚಾರಣೆ ಮಾಡಬೇಕು.
5. ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣ:ಬಾಗುವ ಪ್ರಕ್ರಿಯೆಯು ಪೂರ್ಣಗೊಂಡ ನಂತರ, ಬಾಗಿದ ಲೋಹದ ತಟ್ಟೆಯ ನಿಖರತೆ ಮತ್ತು ಗುಣಮಟ್ಟವನ್ನು ಪರಿಶೀಲಿಸಿ. ಇದು ಬಾಗುವ ಕೋನಗಳು ಮತ್ತು ಆಯಾಮಗಳನ್ನು ಪರಿಶೀಲಿಸಲು ಅಳತೆ ಸಾಧನಗಳನ್ನು ಬಳಸುವುದನ್ನು ಒಳಗೊಂಡಿರಬಹುದು, ಜೊತೆಗೆ ಯಾವುದೇ ನ್ಯೂನತೆಗಳು ಅಥವಾ ಅಪೂರ್ಣತೆಗಳಿಗಾಗಿ ದೃಷ್ಟಿಗೋಚರವಾಗಿ ಪರಿಶೀಲಿಸುವುದನ್ನು ಒಳಗೊಂಡಿರಬಹುದು.
6. ಬಾಗುವಿಕೆಯ ನಂತರದ ಕಾರ್ಯಾಚರಣೆಗಳು:ಭಾಗದ ನಿರ್ದಿಷ್ಟ ಅವಶ್ಯಕತೆಗಳನ್ನು ಅವಲಂಬಿಸಿ, ಬಾಗುವ ಪ್ರಕ್ರಿಯೆಯ ನಂತರ ಟ್ರಿಮ್ಮಿಂಗ್, ಪಂಚಿಂಗ್ ಅಥವಾ ವೆಲ್ಡಿಂಗ್ನಂತಹ ಹೆಚ್ಚುವರಿ ಕಾರ್ಯಾಚರಣೆಗಳನ್ನು ನಿರ್ವಹಿಸಬಹುದು.
ಒಟ್ಟಾರೆಯಾಗಿ,ಶೀಟ್ ಮೆಟಲ್ ಬಾಗುವುದುಲೋಹದ ತಯಾರಿಕೆಯಲ್ಲಿ ಒಂದು ಮೂಲಭೂತ ಪ್ರಕ್ರಿಯೆಯಾಗಿದೆ ಮತ್ತು ಸರಳ ಆವರಣಗಳಿಂದ ಹಿಡಿದು ಸಂಕೀರ್ಣ ವಸತಿಗಳು ಮತ್ತು ರಚನಾತ್ಮಕ ಘಟಕಗಳವರೆಗೆ ವಿವಿಧ ಉತ್ಪನ್ನಗಳನ್ನು ರಚಿಸಲು ಬಳಸಲಾಗುತ್ತದೆ. ನಿಖರ ಮತ್ತು ಉತ್ತಮ-ಗುಣಮಟ್ಟದ ಬಾಗುವಿಕೆಗಳನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಈ ಪ್ರಕ್ರಿಯೆಗೆ ವಸ್ತುಗಳ ಆಯ್ಕೆ, ಉಪಕರಣಗಳು, ಸೆಟಪ್ ಮತ್ತು ಗುಣಮಟ್ಟದ ನಿಯಂತ್ರಣಕ್ಕೆ ಎಚ್ಚರಿಕೆಯಿಂದ ಗಮನ ಹರಿಸುವ ಅಗತ್ಯವಿದೆ.
ಪೋಸ್ಟ್ ಸಮಯ: ಜುಲೈ-16-2024